في جوهره، يختلف نظام التحكم في محطة خلط الخرسانة بناءً على مستوى الأتمتة ودرجة الإدارة المركزية التي يوفرها. تُملي هذه الاختلافات حجم العملية، من مواقع المشاريع الصغيرة والمؤقتة إلى مرافق الإنتاج التجارية واسعة النطاق.
الاختيار الأساسي ليس بين نظام "جيد" أو "سيء"، بل يتعلق بمطابقة بنية التحكم - من أنظمة التحكم الموزعة البسيطة إلى الأتمتة المركزية المتطورة - مع المتطلبات المحددة لمصنع الخلط من أجل الكفاءة ومراقبة الجودة وإدارة البيانات.

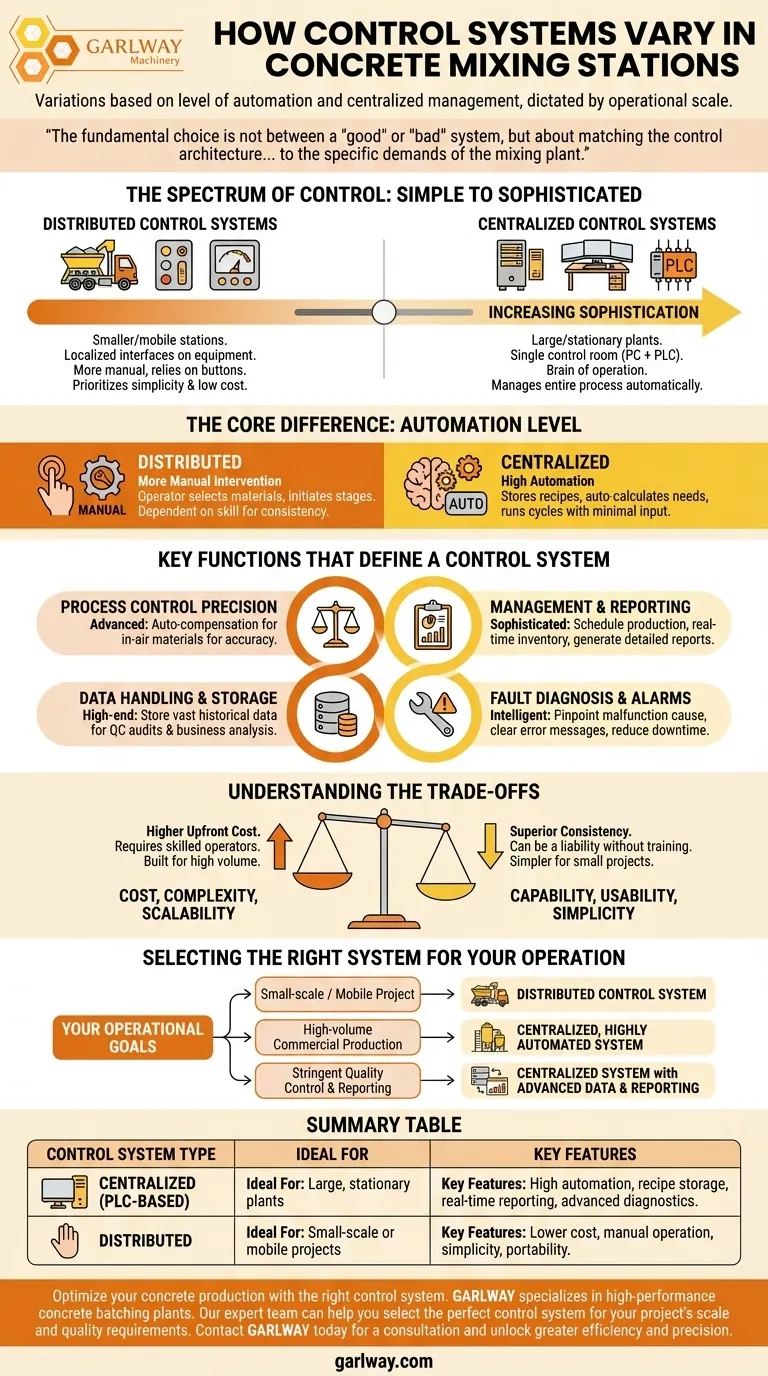
طيف التحكم: من البسيط إلى المتطور
التمييز الأساسي بين أنظمة التحكم هو كيفية هيكلتها. يؤثر هذا الهيكل بشكل مباشر على كيفية تشغيل المصنع ومراقبته وإدارته.
أنظمة التحكم المركزية
يُعد نظام التحكم المركزي هو المعيار لمحطات خلط الخرسانة الثابتة الكبيرة. يعمل من غرفة تحكم واحدة، وغالبًا ما يستخدم جهاز كمبيوتر شخصي مقترنًا بوحدة تحكم منطقية قابلة للبرمجة (PLC).
يعمل هذا الإعداد كعقل العملية بأكملها. يدير كل خطوة من خطوات العملية، من وزن المواد المجمعة والأسمنت إلى التحكم في وقت الخلط وتفريغ المنتج النهائي.
أنظمة التحكم الموزعة
يُوجد التحكم الموزع عادةً في محطات الخلط الصغيرة أو المتنقلة. بدلاً من نقطة قيادة مركزية واحدة، يتم التعامل مع وظائف التحكم بواسطة واجهات محلية أبسط تقع مباشرة على المعدات.
التشغيل أكثر يدوية، ويعتمد على الأزرار وشاشات العرض البسيطة. يعطي هذا النهج الأولوية للبساطة والتكلفة المنخفضة على الميزات المتقدمة للنظام المركزي.
الفرق الأساسي: مستوى الأتمتة
مستوى الأتمتة هو المتغير الأكثر أهمية. تم تصميم النظام المركزي للأتمتة العالية، وتخزين مئات وصفات تصميم الخلط، وحساب احتياجات المواد تلقائيًا، وتشغيل دورات الخلط بأقل تدخل من المشغل.
يتضمن النظام الموزع المزيد من التدخل اليدوي. يكون المشغل مسؤولاً عن اختيار المواد وبدء كل مرحلة من مراحل العملية، مما يجعله أكثر اعتمادًا على مهارة المشغل لتحقيق الاتساق.
الوظائف الرئيسية التي تحدد نظام التحكم
بالإضافة إلى الهيكل الأساسي، تختلف أنظمة التحكم في الوظائف المحددة التي تقدمها، مما يؤثر بشكل مباشر على كفاءة التشغيل وضمان الجودة.
دقة التحكم في العملية
تدير جميع الأنظمة العملية الأساسية للوزن والخلط والتفريغ. ومع ذلك، توفر الأنظمة المتقدمة دقة فائقة من خلال ميزات مثل التعويض التلقائي للمواد في الهواء، مما يضمن أن دفعة الخلط النهائية تتطابق بدقة مع الوصفة.
الإدارة وإعداد التقارير
توفر الأنظمة المركزية المتطورة أدوات إدارة شاملة. يمكنها جدولة عمليات الإنتاج، وتتبع مخزون المواد في الوقت الفعلي، وإنشاء تقارير مفصلة تلقائيًا عن حجم الإنتاج واستهلاك المواد والالتزام بمعايير الجودة.
معالجة البيانات وتخزينها
يُعد التعامل مع البيانات فارقًا رئيسيًا. يمكن للأنظمة المتطورة تخزين كميات هائلة من البيانات التاريخية، بما في ذلك كل دفعة تم إنتاجها، ومعلومات العملاء، وتصميمات الخلط المحددة. هذا أمر بالغ الأهمية لعمليات تدقيق مراقبة الجودة وتحليل الأعمال.
تشخيص الأعطال والإنذارات
تتميز الأنظمة المتقدمة بقدرات تشخيص ذكية. يمكنها تحديد السبب الدقيق للعطل، وعرض رسائل خطأ واضحة، وتقليل وقت التوقف عن العمل. قد توفر الأنظمة الأبسط أضواء تحذير أساسية تشير إلى مشكلة عامة.
فهم المقايضات
يتضمن اختيار نظام التحكم موازنة الأولويات المتنافسة. يعد فهم هذه المقايضات أمرًا بالغ الأهمية لاتخاذ قرار استثماري سليم.
التكلفة مقابل القدرة
المقايضة الأكثر أهمية هي التكلفة الأولية مقابل القدرة طويلة الأجل. يُعد النظام المركزي المؤتمت بالكامل استثمارًا رأسماليًا كبيرًا ولكنه يحقق أرباحًا من خلال زيادة الكفاءة وتقليل تكاليف العمالة واتساق المنتج الفائق.
التعقيد مقابل سهولة الاستخدام
يتطلب النظام الغني بالميزات مشغلين وموظفي صيانة أكثر مهارة. يمكن أن يكون التعقيد الذي يتيح أداءً عاليًا عبئًا أيضًا إذا لم يكن الفريق مدربًا بشكل صحيح لإدارته.
قابلية التوسع مقابل البساطة
تم بناء الأنظمة المركزية للإنتاج واسع النطاق والقابل للتوسع. توفر الأنظمة الموزعة ميزة البساطة للمشاريع الصغيرة المحددة ولكنها تفتقر إلى البنية اللازمة لإدارة النمو أو زيادة التعقيد بكفاءة.
اختيار النظام المناسب لعمليتك
يجب أن تكون أهدافك التشغيلية هي المحرك الأساسي لاختيار نظام التحكم.
- إذا كان تركيزك الأساسي هو مشروع صغير النطاق أو متنقل: يُعد نظام التحكم الموزع البسيط هو الخيار الأكثر عملية بسبب تكلفته المنخفضة وقابليته للنقل وسهولة استخدامه.
- إذا كان تركيزك الأساسي هو الإنتاج التجاري عالي الحجم: يُعد النظام المركزي المؤتمت بدرجة عالية ضروريًا لتحقيق الكفاءة والسرعة والاتساق اللازمين.
- إذا كان تركيزك الأساسي هو مراقبة الجودة الصارمة وإعداد التقارير: يُعد النظام المركزي المزود بإدارة بيانات متقدمة وإنشاء تقارير تلقائية أمرًا لا غنى عنه لتلبية متطلبات الامتثال ومتطلبات العملاء.
في النهاية، فإن نظام التحكم المناسب هو النظام الذي يتوافق تمامًا مع نطاق وتعقيد ومتطلبات الجودة لأهداف إنتاج الخرسانة الخاصة بك.
جدول ملخص:
| نوع نظام التحكم | مثالي لـ | الميزات الرئيسية |
|---|---|---|
| مركزي (يعتمد على PLC) | محطات خلط كبيرة وثابتة | أتمتة عالية، تخزين الوصفات، تقارير في الوقت الفعلي، تشخيصات متقدمة |
| موزع | مشاريع صغيرة النطاق أو متنقلة | تكلفة أقل، تشغيل يدوي، بساطة، قابلية النقل |
قم بتحسين إنتاج الخرسانة الخاص بك باستخدام نظام التحكم المناسب. تتخصص GARLWAY في تزويد شركات الإنشاءات والمقاولين بمحطات خلط الخرسانة عالية الأداء والخلاطات والرافعات. يمكن لفريق الخبراء لدينا مساعدتك في اختيار نظام تحكم - من الموزع البسيط إلى المركزي المؤتمت بالكامل - الذي يتناسب تمامًا مع نطاق مشروعك ومتطلبات الجودة. اتصل بـ GARLWAY اليوم للحصول على استشارة واكتشف المزيد من الكفاءة والدقة.
دليل مرئي
المنتجات ذات الصلة
- خلاطات خرسانة Multiquip كبيرة HZS90 للبناء
- سعر خلاطة الخرسانة HZS75 مصنع خلط الخرسانة خلاطة خرسانة بونينجز مصنع خلط
- معدات آلة خلط الخرسانة المحمولة لخلط الخرسانة
- آلة خلط الخرسانة الكهربائية التجارية HZS 50 مصنع دفعات صغير للبيع
- محطة خلط الخرسانة الجاهزة HZS120 خلاطة أسمنت طينية تجارية
يسأل الناس أيضًا
- كيف يجب إضافة الماء عند خلط الخرسانة؟ دليل لتحقيق القوة المثالية وقابلية التشغيل
- لماذا يعتبر وقت التحضير حاسمًا في عملية خلط الخرسانة؟ عزز الكفاءة والجودة العالية
- ما هي الأنواع الرئيسية لخلاطات الخرسانة؟ دليل الخلاطات الدفعية، المستمرة، والمزيد
- ما هي أنواع خلاطات الخرسانة المستخدمة في محطات الخلط؟ اختر الخلاط المناسب لمشروعك
- كيف يجب على المقاولين اختيار نوع خلاطة الخرسانة لمشروع ما؟ قم بمطابقة الخلاطة مع المهمة لتحقيق الجودة والكفاءة المثلى



















